There are plenty of ways out there of identifying parts and documents, many dating back decades. Some of the most heated and protracted arguments in defining a PLM system are how best to number everything.
- Should we use a “smart” or a “dumb” numbering system?
- Can a number include spaces and punctuation?
- How can we consolidate all the different numbering formats we have inherited over the years?
- Isn’t it just easier to keep what we have?
This blog post discusses pros and cons and offers why one particular system is my favourite.

“What’s this new number on here?”; “Hmm – maybe an updated spec?”
Is it worth all the hassle to change numbering systems?
The short answer is “probably not”.
But it may be worth considering, especially if you are consolidating many different legacy numbering systems. Each case is different but if you are struggling with many different systems inherited from numerous acquisitions, it is worth thinking about. A new number can be your master ID, with existing parts having aliases to their old numbers. It will still cause headaches with interfaces to other systems, particularly ERP and for products still in production and support so it is not for the faint-hearted.
So let’s see what purpose numbering should serve.
Configuration Identification
The discipline of Configuration Management was first formalised during the 1960s after proving its worth in early US Air Force missile programs. It was impossible to know for sure what caused a missile failure if the only evidence was blown to smithereens and cast into the Atlantic Ocean. What was needed was reliable evidence of the exact build standard of the physical article as tested and the ability to compare it to whatever was authorised by the designers. Any differences had to be documented. This was important to separate design problems from build problems.
The term “Configuration Management” (CM) was coined to mean the control of all aspects of information that go into defining a product and the processes to manufacture it. A Configuration is simply a specific combination of parts and documents. (Yes, CM also applies to software, even though there is no physical manufacture but for brevity I will leave that one for now.)
To help plan a Configuration Management system, it was split into four areas:
Configuration Identification – How you name and/or number all the bits of stuff you are trying to control, including distinguishing one version from another.
Configuration Control – How to make sure that only people specifically authorised may change the information or the product itself.
Configuration Status Accounting – Defining how you report configurations.
Configuration Audit – How you verify what a configuration is and whether it is correct.
There are plenty of standards documents if you need more details but here I want to focus on Configuration Identification and that means talking about numbering systems.
If you don’t have an explicit, unambiguous way of identifying the information you subject to Configuration Management, none of the rest of CM works.
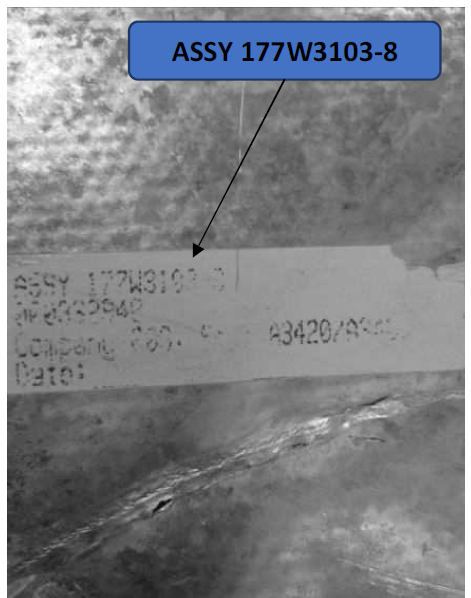
Part Identification can be critical, for example this part number from a piece of seaborne debris identifies it as almost certainly from MH370
(Source: ICAO Investigation Team report)
Dumb not Plain
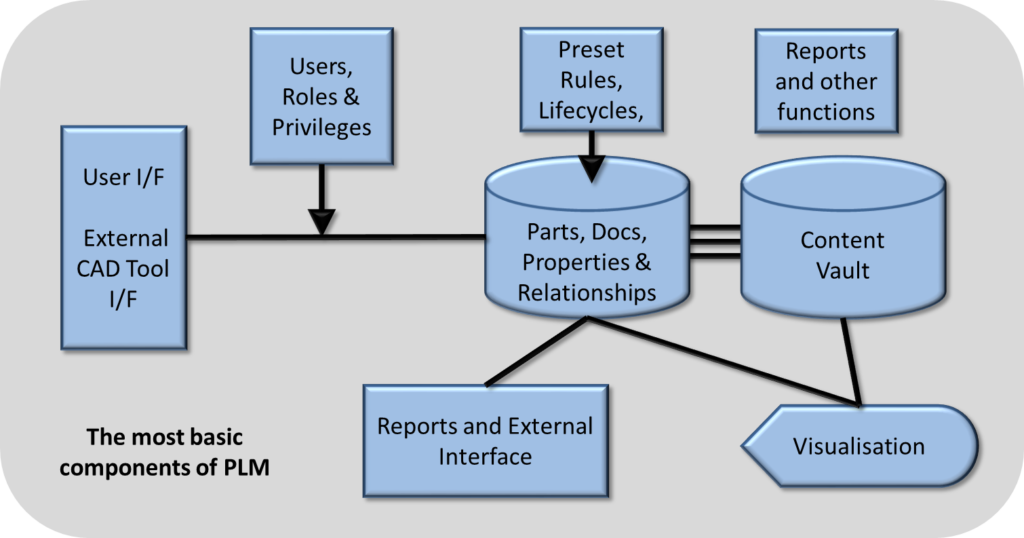
One of the jobs PLM was designed for was to make Configuration Management easier. So early PLM adopters were surprised when consultants advised using only plain numbers on parts and documents. A smart, complicated numbering system was no good as it was second-guessing the PLM system (and was more complicated to implement). For example, one ID system might include a code that shows a part’s level in the product structure: “0” for end item, “1” for tier 1 etc. This is a bad idea as it means taking out a new part number if the design is restructured. And what happens in a flattened manufacturing BOM is anyone’s guess.
But just to have a plain number? Surely a long, unpunctuated number would itself cause problems; it’s difficult to remember, more susceptible to transcription error and not really giving any clue to what it is – even whether it’s a part or a drawing.
People like to have some structure in a long ID, especially if that structure tells them something about the item. (We add spaces, brackets and dashes to phone numbers to make them easier to interpret and remember.)
So what we are looking for is a structured configuration ID system that means something but doesn’t get too clever. But before we look at an example, let’s talk about versions.
Fit, Form and Function
Design Engineers rarely get it right first time. Even if they do, they always think of some improvement afterwards. So there is always a later version of a design which has to be differentiated from the earlier ones. Usually this is done by adding a separate letter or a number after the number itself. So the later the part’s version, the better it is (or that’s the theory).
So why not always use a new version? Under what circumstances would you need a complete new part number? One clue to this can be taken from traditional MRP systems – they ignored the version and just used the part number, assuming all versions with the same part number were interchangeable. That is to say if you were on an assembly line and picked a part to use from its bin, it could be any version and it wouldn’t matter.
This property of interchangeability means that one version of part must have the same fit, form and function as any other. If it doesn’t, you need a new part number.
Structured Numbers
So, bearing all that in mind, I present to you my favourite numbering system. It’s not smart but neither is it plain. It has structure to help the people on the shop floor but it doesn’t try to be a mini PLM system.
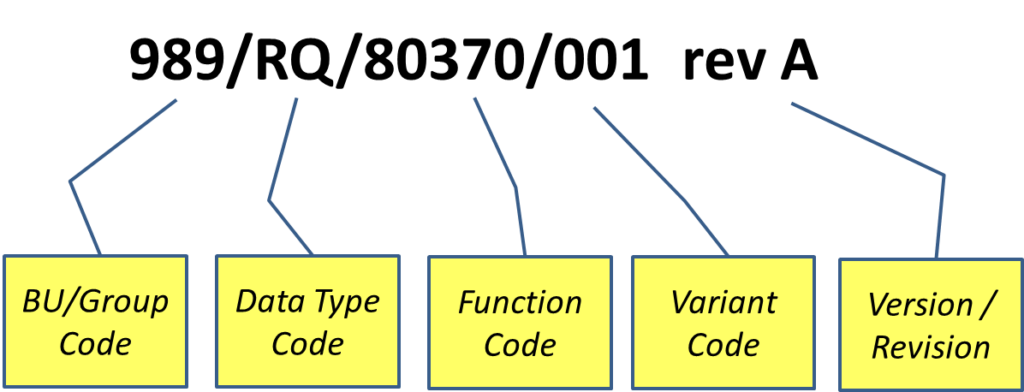
No numbering system is perfect but I really like this one.
Reasons why I like this numbering system:
- It has structure and meaning in terms of identification but no “smartness” e.g. release status or position in product.
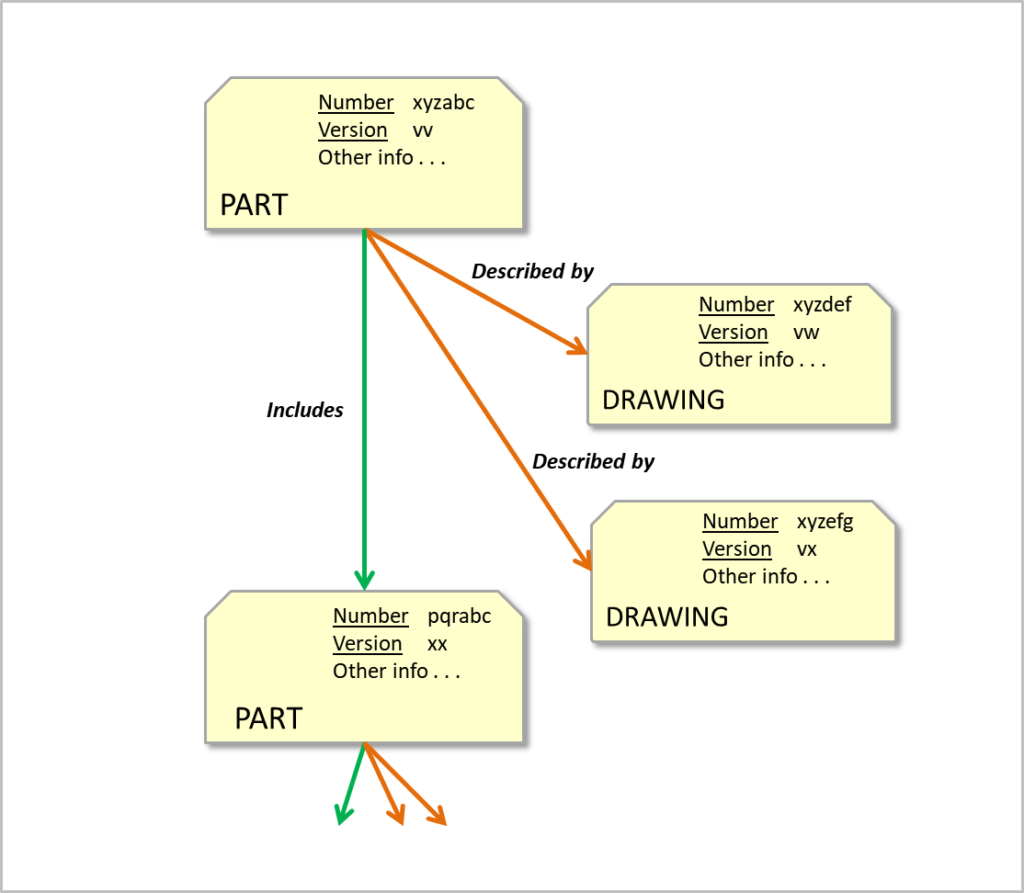
- It allows for separate identities for different types of information so for instance a requirement specification and a packaging drawing and the part itself can have different revisions but still share the same function code. So a specification can be amended without the need to update the CAD model, installation instructions etc. What versions of documents go together are defined in, and reported from, the PLM system.
- It allows Fit, Form and Function re-identification without losing sight of the function. So if you have an aluminium widget instead of a mild steel widget, the function code for widget can remain the same but with a different variant code.
- It works for larger organisations by allowing for a Business Unit or Site prefix. It can also be a CAGE code if required.
So there it is. I am posing this as my favourite numbering system, but it is not original. Do you recognise it? Do you have a better one? Please let me know using the comment box below.
© Graham Foster 2018
COMING SOON: Planning for PLM